
ろう接とは、母材を溶かすことなく金属を接合する溶接技術の1つです。
身近な例で言うと、電子機器の配線接合に使われるはんだ付けがろう接の一種でもあります。
母材を溶かさずに金属同士を接合させることができることから、薄肉の配管を接合させる用途などで、自動車分野などの熱交換器に利用されています。また、近年では、センサー関連の精度向上からろう接の自動化装置が開発されてきています。
この記事では、ろう接の概要から用途、原理などを図を交えて解説しています。また、自動ろう接装置を取り扱っている主要メーカの主力製品もあわせて紹介しているので、自動化を進める際にお役立てください。
もし、製造業のWebマーケティングに関して
- 問合せにつながるウェブサイトを制作したい
- 自社製品に関するコラムを作ってアクセスを増やしたい
- ホワイトペーパーの制作をしてリード獲得をしたい
という場合は、お気軽に株式会社ストラーツまでご相談ください。
弊社では製造業の技術部門経験を持つライターが多数所属しており、専門性の高い記事の制作が可能です。また、問合せやリード獲得につなげる動線設計によって問い合わせ・受注を最大化させます。
1.ろう接とは

(1)ろう接の定義

ろう接とは、金属同士を接合する技術の1つで溶接に分類されているものです。その中でも、母材を溶かさず溶加材(ろう材)を溶かして接合させる方式を指します。
なお、一般的なガス溶接やアーク溶接は母材を溶かす方式であり、融接に分類されます。
一方、ISO(国際標準化機構, International Organization for Standardization)の規格では、溶加材(ろう材)の融点が450℃未満のものを軟ろう、450℃以上のものを硬ろうと定めています。
この規定に従って、軟ろうを用いて接合するものをはんだ付け、硬ろうを用いて接合するものをろう付けと呼んでいます。
ろう接は、この2つを総称した呼び名になります。
(2)ろう接の用途
ろう接には以下のような特徴があります。
- 母材を溶かすことがない
- 毛細管現象を利用することを隙間を埋めることができる
- 母材と溶加材(ろう材)の反応層が接合する原理から異種金属の接合ができる
これらの特徴から、一例ですが、ろう接の用途として次にあげるようなものの接合に向いています。
- 溶接では溶けてしまうような小さい部品
- 薄肉板金または配管
- 2種類以上の金属部品
- 異なる形状の金属部品(例:板金とパイプ)
- 金属部品の補修 など
2.ろう接の原理と主要材料、加熱方法

(1)ろう接の原理

ろう接は、接合させる母材と、母材より融点の低い溶加材(ろう材)、フラックス(※)から成り立つ接合技術です。
熱で溶融させた溶加材(ろう材)を、母材同士の接合間隙に流し込むことで、母材同士が接合します。
なぜ溶加材(ろう材)を流し込むことで接合するのかと言うと、熱で溶融した溶加材が、母材との界面に固溶体(金属同士が溶け合って1つの固体になっているもの)などの反応層を形成するからです。
(※)フラックスは、接合部の温度上昇の抑制と、母材表面を洗浄し、母材同士の接合間隙に溶加材(ろう材)がスムーズに流れ込むように補助するものです。
通常、金属は、加熱によって酸化被膜が発生し、「ぬれにくい」状態になります。金属が「ぬれにくい」状態になると、溶かした溶加材(ろう材)が、必要な場所に流れにくくなります。
フラックスは、酸化皮膜を取り除く役割を持つため、ろう接には欠かせないものとなっています。
(2)主要材料
①軟ろう
軟ろうは、主な用途として電気・電子機器類の接合に利用されています。
そのため、電気配線用の接合で利用されるはんだ(錫と鉛の合金)が一般的です。
しかし、昨今の環境問題の取り組み(RoHS指令)などから鉛(Pbフリー)のものが主流となってきています。
形状は使用目的に応じて線、板、粉末などに加工されており、プリント基板の配線印刷ではソルダペーストが多く使用されています。
一般的なソルダペーストは、粉末状のはんだと有機フラックスを混合したペースト状のはんだのことです。
②硬ろう
硬ろうは、主な用途として熱交換器類・工業製品・配管などの接合に利用されています。
そのため、接合させたい材料によってろうを選定する必要があります。
- 炭素鋼や合金鋼、銅合金:銀ろう
- 上記の材料を安価に接合したいとき:黄銅ろう
- ステンレス鋼や耐熱鋼、ニッケル合金など:ニッケルろう
- アルミニウム合金やマグネシウム合金:アルミニウムろう、マグネシウムろう
③フラックス
フラックスは、使用する溶加材(ろう材)より、50℃〜100℃程度低い温度で溶融するものを利用するのが一般的です。
(3)ろう接における加熱方法
ろう接では、溶加材(ろう材)とフラックスを加熱する方法として代表的に以下のものが用いられています。
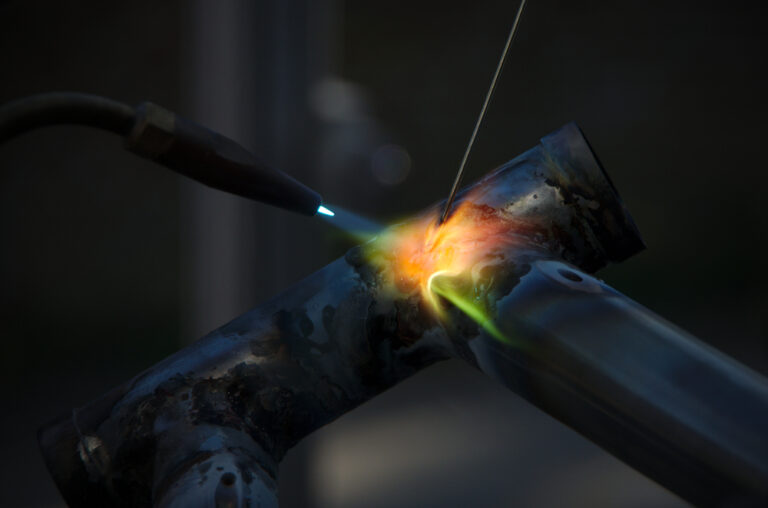
- トーチ(小型のガスバーナー)で炎を当てて加熱
- 接合部に合わせた形状のコイルに高周波(IH)を流して加熱
- 工業炉の電気ヒーターで加熱
注意点として、それぞれの加熱方法に適した溶加材(ろう材)を選定する必要があります。
また、溶加材(ろう材)の供給方法にも制約が発生します。
一例になりますが、加熱方式に応じて以下のような溶加材(ろう材)を選定するとよいでしょう。
①トーチ(炎)
溶加材(ろう材)の供給は「置きろう」「差しろう」が可能
- 銀ろう:鉄、炭素鋼、ステンレス、耐熱合金
- 黄銅ろう:鉄、炭素鋼、銅、銅合金
- アルミニウムろう:アルミニウム、アルミニウム合金
②高周波(IH)
溶加材(ろう材)の供給は「置きろう」のみ
- 銀ろう:鉄、炭素鋼、ステンレス、耐熱合金、ニッケル合金
- アルミニウムろう:アルミニウム、アルミニウム合金
③工業炉
溶加材(ろう材)の供給は「置きろう」のみ
- 銀ろう:鉄、炭素鋼、ステンレス、耐熱合金
- 黄銅ろう:鉄、ステンレス
- ニッケルろう:ニッケル合金、ステンレス、耐熱合金
- アルミニウムろう:アルミニウム、アルミニウム合金
(4)ろう接を行うときの注意点
①間隙の管理をおろそかにしない

ろう接を行うときは、間隙管理が重要です。
フラックスによってぬれ易くなった溶加材(ろう材)は、毛細管現象によって接合する母材間の隙間を通ります(これが複雑な形状同士の接合を可能にしています)。
もし、この隙間の管理が不適切で、溶加材を行き渡らせることができなかった場合、製品の破損につながるおそれがあります。
②時間と温度管理を徹底する
ろう接作業を行う上で、温度と時間を管理するのも重要なポイントです。気をつけるポイントは以下の5点です。
| 温度管理 | ①溶加材(ろう材)の溶融温度 ②フラックスの活性温度 ③母材の加熱温度 |
| 時間管理 | ④フラックスが活性状態を保てる時間 ⑤溶加材(ろう材)の供給時間 ※差しろう |
これらの指標を適切に管理することによって、品質を安定させることが可能になります。
3.自動ろう接機を開発する主要メーカとそれぞれの主力製品

ここでは、上記で解説したろう接を自動化している企業と主力製品を紹介します。
- 株式会社大進工業研究所:主にトーチ(炎)で加熱するタイプの自動機を取り扱っています
- アロニクス株式会社:高周波(IH)で加熱するタイプの自動機を取り扱っています
- 東京ブレイズ株式会社:主に工業炉で加熱するタイプの自動機を取り扱っています
- アポロ精工株式会社:電子・電気機器類の自動はんだ付け装置を取り扱っています
| 分類1 | 分類2 | 株式会社大進工業研究所 | 東京ブレイズ株式会社 | アポロ精工株式会社 |
| 硬ろう | トーチ(炎) | ・HS型 ・HS-T型 ターンテーブルタイプ ・T型 インデックステーブルタイプ ・C型 トップチェーンC/Vタイプ ・R型 ろう付けロボットタイプ | - | - |
| 硬ろう | 高周波(IH) | 高周波 高周波誘導加熱タイプ | 高周波加熱装置、付帯装置 | - |
| 硬ろう | 工業炉 | - | ・連続式水素炉・連続式雰囲気炉 TBHFタイプ ・外熱式真空炉 TB-VFタイプ | - |
| 軟ろう | 金属コテ | - | - | ・コテ工法タイプ L-CATシリーズ J-CATシリーズ |
| 軟ろう | 特殊セラミック製スリーブ(コテ) | - | - | ・スリーブ工法タイプ L-CATシリーズ J-CATシリーズ |
| 軟ろう | レーザー | - | - | ・レーザー工法タイプ MLU-808/980S |
(1)株式会社大進工業研究所

株式会社大進工業研究所は、自動ろう付装置の設計・製作、ろう付補助材料などの製造している企業です。その他、耐摩耗・耐食・耐熱合金の肉盛りなどを行うハードウェイシング事業も行っています。
今回紹介した自動ろう付機のトーチ(炎)タイプを幅広く取り扱っており、様々なニーズに合わせた自動ろう付機を選ぶことが可能です。
- 住所:大阪府大阪市大正区泉尾7-1-7
- TEL:06-6552-4051
- URL:http://www.daishin-lab.com/
(2)東京ブレイズ株式会社

東京ブレイズ株式会社は、ろう付材料・ろう付け装置の製造販売、ろう付受託加工などを行う、ろう付け技術を総合的に取り扱っている企業です。
今回紹介したろう付装置の工業炉タイプを幅広く取り扱っており、ろう付け製品の量産など、お客様のニーズに合わせた装置を選ぶことが可能です。
- 住所:東京都世田谷区南烏山3-23-10
- TEL:03-3300-1141
- URL:https://www.tokyobraze.co.jp
(3)アポロ精工株式会社

アポロ精工株式会社は、世界で初めて自動はんだ付け装置を発明したメーカです。今回紹介したろう接の軟ろう(はんだ)タイプを幅広く取り扱っており、様々なニーズに合わせた自動はんだ装置を選ぶことが可能です。
- 住所:静岡県御殿場市神場2271-7
- TEL:0550-88-2828
- URL:https://www.apolloseiko.co.jp
4.ろう接に必要な講習と役立つ資格
最後に、ろう接作業を行う上で必要な講習や役立つ資格をご紹介します。
(1)ガス溶接技能講習
可燃性ガスを用いて行う溶接作業に従事する者は、原則としてこのガス溶接技能講習を修了した者でなければなりません。(労働安全衛生規則第83条)
学科9時間と実技5時間を行い、実技修了後に修了証が即日交付されます。
| 講習 | 内容 |
| 学科 | 設備の構造・取扱いの知識 可燃性ガス及び酸素の知識 関係法令 学科試験 |
| 実技 | ガス溶接等の設備の取扱い |
(2)ガス溶接作業主任者
こちらは可燃性ガスを用いて金属溶接などを行う者の国家資格です。
受験資格は基本不要ですが、試験合格後の免許申請で上記の「ガス溶接技能講習修了者」であることを証明する必要があります。
| 試験科目 | ガス溶接等の業務に関する知識 関係法令 アセチレン溶接装置及びガス集合溶接装置に関する知識 アセチレンその他可燃性ガス、カーバイド及び酸素に関する知識 |
(3)銀ろう付け技能者
こちらは日本溶接協会(JWES)が発行している、銀ろう付けに関する知識と技能を持ち合わせていることを証明する資格です。
受験資格として、1ヶ月以上ろう付け技術を習得した者で、上記の「ガス溶接技能講習修了者」「ガス溶接作業主任者」のいずれかを満たしている必要があります。
| 試験科目 | 内容 |
| 学科試験 | 銀ろう付の一般知識 銀ろう付器具の構造と操作 銀ろう付材料 銀ろう付継手の性質 銀ろう付部の試験と検査 銀ろう付作業での安全衛生 |
| 実技試験 | JIS Z 3891に基づいた外観試験及びX線試験または機密試験 |
5.製造業のWebマーケティングに関するご相談は株式会社ストラーツへ
ろう接は古くからある技術ですが、温度管理や時間管理が大変難しく職人の経験に頼ったものでもありました。
近年では、高精度なセンサの登場によって自動化が進み、自動ろう付け装置や自動はんだ付け装置が開発されるようになりました。
自動ろう付け装置の導入の参考資料として、本記事をご活用いただければ幸いです。
株式会社ストラーツでは、問合せにつなげる製造業ウェブサイトや記事の制作・納品までを行っています。
ウェブサイトや記事は広告と異なり、一度制作した後は、コストをかけなくても問合せ・リード獲得をし続けるという点が大きなメリット。
また、ストラーツには製造業の技術部門経験を持つライターが多数所属しており、高い専門性とSEOを両立しています。
御社の問い合わせ・売上増に貢献いたしますので、お困りの際はぜひお気軽にご相談ください。