

「製造コストを下げる」「軽量化する」ことはモノ作りにおいて重要な課題です。
今までは板金にネジの取付穴をあけるにはナットを溶接する、材料の厚みを増やしていました。そのため材料コストが上がり、重量が増えていました。
そこでバーリング加工機を導入すると、板金の板厚より薄状態でネジの取付穴を加工できます。
この記事ではバーリング加工の種類と特徴、導入や使用時の注意点などを解説します。またバーリング加工機の開発メーカをいくつか紹介します。
もし、製造業のWebマーケティングに関して
- 問合せにつながるウェブサイトを制作したい
- 自社製品に関するコラムを作ってアクセスを増やしたい
- ホワイトペーパーの制作をしてリード獲得をしたい
という場合は、お気軽に株式会社ストラーツまでご相談ください。
弊社では製造業の技術部門経験を持つライターが多数所属しており、専門性の高い記事の制作が可能です。また、問合せやリード獲得につなげる動線設計によって問い合わせ・受注を最大化させます。
1.バーリング加工とは何か

バーリング加工とは穴の周辺に立ち上がりを成型し、部分的に板厚を増やす加工方法です。
別名「フランジ加工」「穴フランジ加工」とも呼ばれており、その加工方法は下穴を押し広げ、材料の伸びを利用しフランジ形状に成型します。
バーリング加工には以下3つのメリットがあります。
- タップ穴に使用できる
- 板厚を薄くし軽量化とコスト削減
- 位置決めに利用できる
立ち上がり部のフランジを利用して、タップ穴や位置決め用の挿入穴に使用できます。
板金の板厚高さより大きな高さ寸法にして、そこにタップ穴加工することでネジの締結力を確保します。
また、タップ穴をあけるために板厚を増やすと重量と材料費が増加します。しかしバーリング加工なら板厚を薄くしたままタップ穴加工が可能で製品を軽量化できます。
フランジ部の加工精度を良くすることで、位置決め用途としても利用が可能です。
2.バーリング加工の種類

バーリング加工の方法は以下2種類あり、それぞれの特徴を表にまとめました。
| 特徴 | |
| 普通バーリング加工 | タップ穴に利用クリアランスは板厚と同じ値フランジ縁部が板厚より薄くなる |
| しごきバーリング加工 | 位置決めやかしめに利用クリアランスは板厚より小さいフランジ肉厚が均一内外径の加工精度が良い |
順に解説していきます。
(1)普通バーリング加工
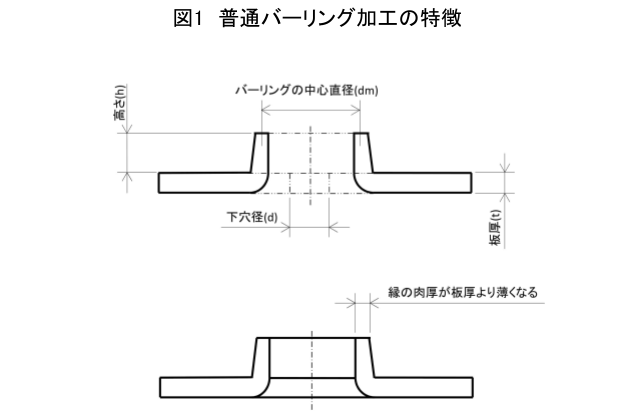
普通バーリング加工とは、クリアランスを板厚と同じ値にして加工する方法です。主な使用用途は、ネジとの締結として使用するタップ穴で利用されています。
クリアランスは【「バーリングの中心直径(dm)」-「下穴径(d)」/2)=板厚】となるよう計算します。
通常は、部品図にバーリング加工の指示寸法「バーリングの中心直径(dm)」と「高さ(h)」が記載されており、その値をもとに「下穴径(d)」を算出します。
普通バーリング加工の特徴は、フランジの縁部分が材料伸びの影響で板厚より薄くなります。
(2)しごきバーリング加工

しごきバーリング加工とは、クリアランスを板厚より小さくして加工する方法です。主な用途は、位置決めやかしめ用のピンとして利用されています。
「下穴径(d)」を小さくし、板厚の60~70%程度のクリアランスにすることが一般的です。
しごきバーリング加工の特徴は、フランジの肉厚が均一にでき、フランジ高さを普通バーリング加工より高くすることが可能です。
またフランジ肉厚は板厚より薄くなりますが、内外径の寸法精度が良いという特徴があります。
3.バーリング加工機の導入事例

ここではバーリング加工機の導入事例をいくつか紹介します。導入に向けての参考にご覧ください。
(1)パイプ材のバーリング加工
パイプ材をバーリング加工する導入事例です。しごきバーリング加工後に別のパイプを差し込んで溶接することで、パイプ同士の溶接を容易におこなえるようになります。
(2)板金の複合加工
プレスやバーリング加工などを1台に集約した機械を導入した事例です。1台でさまざまな加工が可能なため、専用機を別々に1台ずつ導入する必要がありません。
(3)銅管バーリング加工の自動化
銅管のバーリング加工を自動化した機械を導入した事例です。複数ある穴を自動で加工が可能なため、人が手作用でセットするより速く・正確に加工が可能です。
4.バーリング加工機を導入するときや使用時で気をつけたいこと

バーリング加工機には気をつけるべきポイントが以下4つあります。
- ネジの脱着頻度が高い箇所には向かない
- 板厚が2mm以上あるとバーリング加工が難しい
- 加工方向を間違えると材料が割れる
順に解説していきます。
(1)ネジの脱着頻度が高い箇所には向かない
バーリング加工は脱着頻度が高い箇所には向きません。ネジ山の数が少ないため、ネジを繰り返し脱着しているうちにごみなどが噛みこんでネジ山を潰す可能性があるからです。
脱着頻度が高い箇所には、ブラインドナットやカシメナットを使用することをおすすめします。
(2)板厚が2mm以上あるとバーリング加工が難しい
板厚が2mm以上あるとバーリング加工が難しいです。これは材料の伸びを利用して成型するため、板厚が厚くなるとプレス機の負荷が大きくなり加工が難しくなります。
板厚が2mm以上の材料を使用する場合、直にタップ穴を加工するかブラインドナットやカシメナットを使用することをおすすめします。
(3)加工方向を間違えると材料が割れる
バーリング加工は下穴を打ちぬいた後、バーリング加工する方向を間違えると材料が割れやすくなります。
下穴を打ちぬいた方向の逆側からバーリング加工するのが正しい加工方法なので、加工時に注意が必要です。
5.バーリング加工機を開発する主要メーカ、およびそれぞれの主力製品
ここからはバーリング加工機を独自で開発しているメーカと主力製品を紹介します。どのようなメーカがあるかの参考にご覧ください。
(1)株式会社富士機工
油圧プレス機やNCパンチプレス機など板金やパイプ材の加工機を開発し販売している企業です。
金型の製造が得意な企業で、10,000社余りの企業と取引があるため板金加工の豊富な知識を持った技術者が多い会社です。
主力製品は「バーリングタッパー」で、この機械1台でバーリング加工とタップ加工を自動化することが可能です。1度の操作でバーリング加工とタップ加工が連動するため、タップ忘れによる不良を防止し、品質が向上します。
またタッチパネル式の操作盤で簡単に設定変更でき、コの字に曲げた板金のバーリング加工ができるのが魅力の機械です。
(2)株式会社アマダ
レーザ加工機やプレス加工機などの金属加工機械を開発し販売している企業です。
世界中に販売拠点があるため、海外でも安心して機械を使用できます。
主力製品は「EM-MⅡシリーズ」で、パンチングマシンにタップユニットを追加した機械です。穴あけや切断・タップ加工を1台に集約し、加工工数を削減することが可能です。またACサーボモータを対向に設置し、同時に駆動させるため高速かつ正確に動作するのが魅力の機械です。
(3)荒木技研工業株式会社
パイプ材のバーリング加工機を開発し販売している企業です。
40年以上かけて培ったバーリング加工技術を活かした機械を販売している会社です。
主力製品は「TSUBASA」で、25A~300Aまでと幅広いサイズの配管に対応した機械です。
また母材の配管と同径の加工が可能で、近接している部分でもバーリング加工できるのが魅力の機械です。
6.製造業のWebマーケティングに関するご相談は株式会社ストラーツへ
バーリング加工を上手く活用できれば、材料のコスト削減や製品の軽量化などさまざまなメリットがあります。
自社工場に適した機械導入の術として、本記事を参考にしていただけると幸いです。
株式会社ストラーツでは、問合せにつなげる製造業ウェブサイトや記事の制作・納品までを行っています。
ウェブサイトや記事は広告と異なり、一度制作した後は、コストをかけなくても問合せ・リード獲得をし続けるという点が大きなメリット。
また、ストラーツには製造業の技術部門経験を持つライターが多数所属しており、高い専門性とSEOを両立しています。
御社の問い合わせ・売上増に貢献いたしますので、お困りの際はぜひお気軽にご相談ください。