
研削加工とは、砥石を高速で回転させながら、金属などの材料の表面を削る作業です。
切削加工に比べて、工具である切削砥石が微小な構造であるため、所望の形状を得やすく、加工精度が高いといった特徴があります。精度が求められる部品などの仕上げには、欠かせない加工技術です。
今回は、研削加工で使用する切削工具の構成や切削砥石を選定する際に確認すべき項目、研削加工の種類である平面研削や円筒研削の特徴を、加工機の動画を交えながら説明します。
もし、製造業のWebマーケティングに関して
- 問合せにつながるウェブサイトを制作したい
- 自社製品に関するコラムを作ってアクセスを増やしたい
- ホワイトペーパーの制作をしてリード獲得をしたい
という場合は、お気軽に株式会社ストラーツまでご相談ください。
弊社では製造業の技術部門経験を持つライターが多数所属しており、専門性の高い記事の制作が可能です。また、問合せやリード獲得につなげる動線設計によって問い合わせ・受注を最大化させます。
1.研削加工とは

(1)研削加工の特徴
研削加工とは、外周部に無数の刃を持つ「研削砥石」という工具を使用して、加工対象物を高速で削っていく加工方法のことです。砥石にはダイヤモンドなどの高硬度の材料を使用しており、金属などの硬い部品の表面仕上げなどを行うことができます。
非常に細かい粒状の砥石で加工を行うため、切り込みが非常に小さく、対象物を目標形状に寸法精度よく加工でき、表面の仕上がり粗さも低くなります。ハサミや包丁などの金物も、研削加工で作られた身近な製品です。
(2)研削加工と切削加工の違い
研削加工では、微細な表面凹凸がある砥石を高速回転させて、削り取る加工を行います。それに対して、切削加工は、先端が鋭利な剪断角の大きい刃物型の工具を用いて、対象物の表面と点で接するようにして切り出す加工を行います。加工特性を比較すると、以下の表のようになります。

研削加工の方が、砥石と加工面との接触面積が大きいことから、切削温度や加工面と工具の発熱温度も高くなります。
なお、切削加工の詳細については、下記をご覧ください。
(3)研削加工と研磨の違い
研削は広い意味では研磨の中に含まれますが、研磨の方が研削よりも磨き上げる要素が強く、表面の仕上げ粗さが低く、ツヤを出すような加工を行います。研削は、どちらかというと「表面を削り取る」という意味合いが強くなります。
(2)研削加工に使う工具(一般砥石・超砥粒ホイール)
研削加工で使用される工具は「砥石」です。切削工具とは違って、全体が無数の微細な砥石で構成されているので、表面が削れたり欠けたりしても再研磨する必要がありません。研削砥石は、構造の違いによって、一般砥石と超砥粒ホイールの2つに大きく分けられます。
①一般砥石
研削工具のほぼ全体が切れ刃の働きをする砥粒層で構成されている砥石です。砥粒と結合剤を混合して型に入れて成形した後に、焼結させることで研削砥石が完成します。焼結工程があるため空気の穴である気孔ができ、ここから研削加工時の切り屑が排出されます。
②超砥粒ホイール
砥石の砥粒にダイヤモンドやCBN(立方晶窒化ホウ素)を用いている砥石で、内周部の台座となる「台金」がアルミニウムなどの金属でできており、外周部表層の1〜3mm程度に砥粒層があります。砥粒層が砥粒と結合剤だけで構成されているマトリックスタイプと、気孔があるブリッジタイプの2つに分類されます。
③研削砥石の選定
研削砥石を選定する際には、「JIS R 6242」で定められている以下の項目を参考にします。研削対象はもちろん、使用する機械条件にも関わるため、事前確認が必要です。
| 選定のポイント | 補足 |
| 形状 | 平形やストレートカップ形などさまざまな形状があります。 |
| 大きさ | 研削砥石の外径や厚さ、孔径などの大きさを表します。 |
| 種類 | アルミナやダイヤモンドなどの原料の材質を指します。材料によって、ヌープ硬さや高温下での硬さ(高温硬度)などの特性が異なります。 |
| 粒度 | 粒度によって、砥石に加工した時の表面粗さが変わります。 |
| 結合度 | 砥粒同士の結合の度合いを表し、基本的には結合剤の量が多いほど結合度は高くなります。 |
| 組織 | 研削砥石の中で、砥粒が占める体積比率を表します。砥粒が多いほど、組織の数値も高くなります。 |
| 結合剤の種類 | 砥粒の結合に使用している結合剤の種類や、焼結温度などが記載されており、研削加工の仕上がりにも影響します。 |
| 最高使用周速度 | 研削砥石を破損させずに安定して使用できる限界速度が記載されています。 |
2.研削加工の種類

研削加工には、「平面研削」「円筒研削」「内面研削」「センタレス(心なし)研削」などがあります。それぞれの特徴を、加工機の動画を交えながらご紹介します。
(1)平面研削
平面研削とは、加工対象物を固定したテーブルを動かしながら、高速回転する研削砥石にあてて削る方法です。
加工対象物を固定させるテーブルの形状は、円形と角形の2種類があります。研削砥石を駆動させる主軸を、テーブル面に直角に設置させるものが立形、平行に設置させるものが横形と呼びます。このテーブルと主軸の組み合わせによって、4種類の平面研削盤があります。
以下は、平面研削に使用される研削盤の代表例です。
また、NC(数値制御:Numerical Control)装置を搭載し、加工工程をプログラミングすることで自動制御で平面研削を行える加工機もあります。
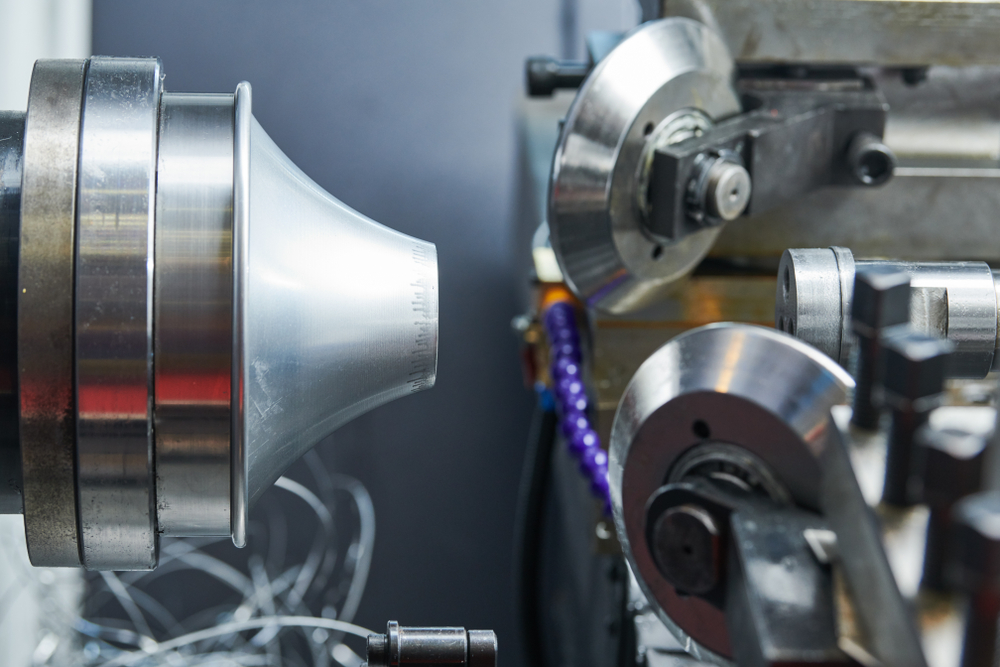
(2)円筒研削盤
円筒研削は、加工対象物と研削砥石の両方を回転させながら行う加工方法です。テーパ研削や端面研削、総形検索などが代表的な加工です。
他にも、対象物に対して直角方向から研削砥石を送るプランジ研削と、対象物を研削砥石と平行に送りながら加工を行うトラバース研削があります。
(3)内面研削
内面研削は、円筒物の表面を研削する円筒研削と違い、内面を研削する加工方法です。
円筒研削盤と同様に、プランジ研削やトラバース研削、テーパ研削などがあります。円筒研削盤と違い、加工対象物の内部で研削砥石のみが回転するプラネタリ型の内面研削盤もあります。
(4)センタレス(心なし)研削盤
センタレス研削は、加工対象物を主軸に固定せず、研削砥石と調整砥石およびブレードの3つで支持しながら研削加工を行う方法です。加工対象物が細くて支持困難な場合や、加工変形しやすい場合に使用されます。
3.研削加工機の自動化におすすめのメーカ4選
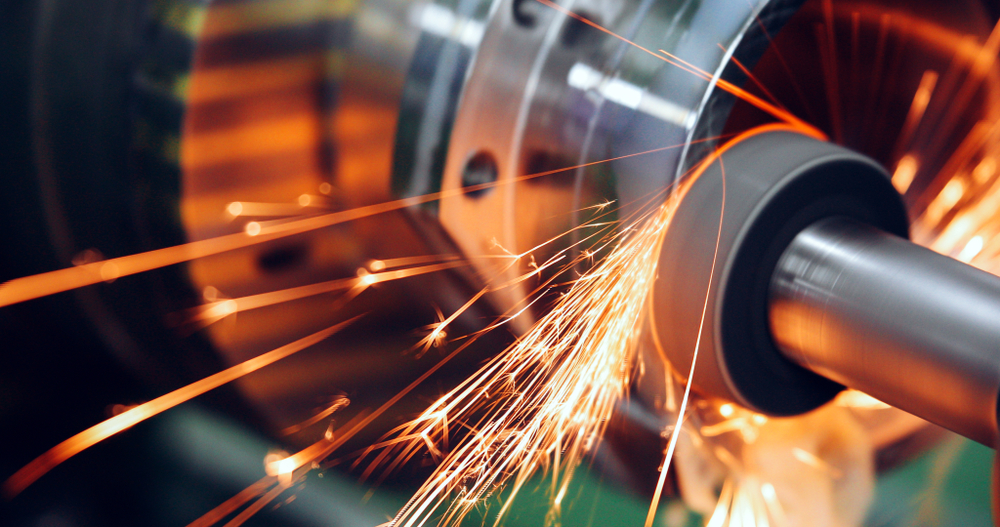
研削加工機は、工具である研削砥石を1分間に2000〜3000回転といった高速回転で対象物を削るため、砥石が破損したり加工物から飛散した部品なども高速で飛び出すため、作業者に非産物が当たれば大きな労働災害に発生する可能性があります。
また、仕上げ加工を行うことが多い研削加工では、表面粗さの最終調整はもちろん作業速度に関しても、作業者の経験やスキルに左右されることがあり、機械のトラブル発見などにもベテランの勘に頼られることもあります。
同じ加工品を精度高く一定かつ安全に制作し続けるには、自動制御で使用できるNC研削盤を使用することが望ましいでしょう。
最後に、研削加工機の自動化をするときにおすすめの相談先を4つご紹介します。
(1)日本サポートシステム株式会社
日本サポートシステム株式会社は、取引実績400社以上、製造実績10,000台以上を誇る関東最大級のロボットシステムインテグレータです。工場設備・機械の設計・製造・納品を一貫して行っています。
- 住所:茨城県土浦市卸町2丁目13-3
- TEL:050-1743-0310
- URL:https://jss1.jp/
(2)株式会社ウエノテクニカ

株式会社ウエノテクニカは、自動車ボディ溶接ライン制作の実績を生かしてさまざまな工場の自動化に対応しています。自社開発ロボットや3Dシミュレーションなどを活用してシステム提案が可能です。自走式ロボットハンドや細胞培養ロボットなどを開発しています。
- 住所:群馬県桐生市広沢町5丁目1311
- TEL:0277-52-0546
- URL:https://uenotechnica.com/
(3)日鉄テックスエンジ株式会社

日鉄テックスエンジ株式会社は、鉄鋼だけでなく、さまざまな工場自動化による省力化に対応している会社です。自動化ラインは設計から納入・立ち上げまでを全て対応。産業用ロボットによる自動化設備の導入実績は700台を超えています。
- 住所:東京都千代田区丸の内2-5-2三菱ビル
- TEL:03-6860-6627
- URL:https://www.tex.nipponsteel.com/
(4)三明機工株式会社

三明機工株式会社は、国内や海外での幅広い工場FA化の支援実績のある会社です。協働ロボットのパイオニアとして、さまざまなメーカのロボットに対応。3DCADシミュレータでの事前検証や解析にも対応しています。
- 住所:静岡県静岡市清水区袖師町940
- TEL:054-366-0088
- URL:https://www.sanmei-kikou.co.jp/
4.製造業のWebマーケティングに関するご相談は株式会社ストラーツへ
研削加工機器をはじめとした、機械加工設備を使用した生産ラインの自動化には、事前の効果検証といった導入シミュレーションが不可欠です。ただ、専門的な知識を要するため、自動化支援を行っているメーカと協力したほうがスムーズでしょう。
株式会社ストラーツでは、問合せにつなげる製造業ウェブサイトや記事の制作・納品までを行っています。
ウェブサイトや記事は広告と異なり、一度制作した後は、コストをかけなくても問合せ・リード獲得をし続けるという点が大きなメリット。
また、ストラーツには製造業の技術部門経験を持つライターが多数所属しており、高い専門性とSEOを両立しています。
御社の問い合わせ・売上増に貢献いたしますので、お困りの際はぜひお気軽にご相談ください。